Applications of Programmable Logic Controller(PLC) in Large Scale Thermal Power Plant
Author: Yu Q ingguang Ding RenjieM in Yong(Tsinghua University)
1. Introduction
As an automatic control device with microcomputer technology as the core, programmable controller PLC has the advantages of reliability, flexibility and complete functions, and has been widely used in various industries. PLC is a collection of computer technology, analog adjustment technology and relay control technology, which fully adopts computer software and hardware technology to complete the analog adjustment and switching logic control functions, and has computer data processing and communication functions. In principle, PLC control system can be used for relay contactor control, whether it is single machine control or multi-machine control, production line control and process control. PLC manufacturers are independent, different brands of PLC are not compatible, and even different series of the same brand are not compatible, which is the weakness of PLC. At present, well-known PLC manufacturers such as SIEM EN S, AB, etc. are actively developing OMAC, that is, the open and modular architecture of control, using personal computers as controllers, and the acquisition of openness depends on software rather than hardware, the development trend of PLC: high speed, large storage capacity, ultra-large and ultra-small and other varieties; products normalization and standardization; Fieldbus-compatible I/O system; Strengthen networking and communication capabilities.
The PLC control system in thermal power plants is mainly used in coal conveying system, boiler protection system, boiler soot blowing system, gas turbine and boiler start-stop system, chemical water treatment system and central signal acquisition system, etc. With an installed capacity of 1,500MW (designed capacity of 2,100MW), Yuanbaoshan Power Plant is the main power plant of the Northeast Power Grid. This paper synthesizes the design ideas and schemes of the developed PLC control system, and discusses the key technical issues in the specific implementation.
2. PLC coal conveying program control system
Yuandian’s coal conveying system is one of the most complex coal conveying systems, and the PLC coal conveying program control system should have at least the following three functions: monitoring and alarm function; Provide convenient and fast means of operation, especially program-controlled operation means; With advanced management features. The coal conveying system is a typical example of the application of PLC control system[1][2].
2.1 Functional design of coal conveying program control system
The Yuandian coal conveying program control system is designed to be composed of an industrial computer (PII233) and a PLC (OM RON C2000H), including a distributed distributed control system with a control master station and two control substations. The two sets of industrial control mechanisms that are standby with each other form the upper computer, and the PLC system with dual CPUs constitutes the lower computer. The host computer is responsible for system monitoring, recording, alarm, printing, etc. The lower computer is responsible for the collection of on-site operation information and the sending of control commands. The control substation is divided into impeller coal feeding substation and automatic coal blending substation.
2.2 Coal conveying program control system is realized
The PLC coal conveying program control system realizes monitoring, alarm, control and various management work, and the system is set up with a variety of operation methods:
(1) one-to-one stand-alone operation;
(2) Interlocking centralized control operation;
(3) Interlocking program-controlled operation;
(4) Impeller remote control operation;
(5) Baffle operation;
(6) Automatic coal blending operation;
(7) Other special operations such as emergency stop and reset.
Both the upper and lower computers make a judgment of the control logic before executing the command to ensure that nothing goes wrong.
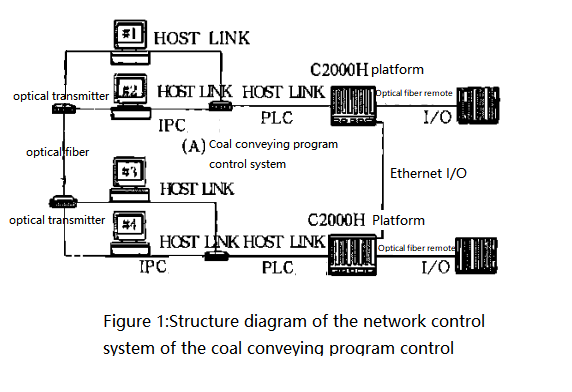
The network control system of coal conveying program control is to network the phase III coal conveying program control system and the phase III coal conveying program control system. Each system is composed of two IPCs that are hot standby with each other and two PLCs (called lower computers) that are hot standby with each other. The four IPC host computers are connected into a 100MB optical fiber network to realize the optical fiber network control of the coal conveying program control system, and each IPC is a node of the network, which can monitor all the equipment of the coal conveying program control system in real time. At the same time, the PLC system inputs several extremely important signals of the other party respectively, and such a system not only ensures the speed of network communication, but also strengthens the reliability of network communication. This is shown in Figure 1.
3. PLC boiler protection control system
In order to improve the operation level and operation automation of the unit, the boiler protection system of the 600MW unit of Yuandian #2 unit was redesigned. The new system is controlled by OMRON C and CV series PLCs.
The three subsystems of boiler protection, flame interlocking and release and air purging still use two sets of identical control systems after the transformation, and each subsystem is independent of each other in terms of hardware structure, and the same subsystem is connected by a special communication module. The signal simulation disk is added to analogue input or analog output of key signals in the system, which greatly facilitates the debugging and maintenance of the system. The first memory disk is added to remember the important fault signal that occurs for the first time in the system, which provides a reliable basis for finding the cause of the fault as soon as possible. Add a fault sorting disk to remember and sort the important fault signals in the system. The main technical indicators of PLC control system are as follows:
(1) The boiler system and flame interlocking and release system have a time resolution of less than 5m s for the first fault action signal;
(2) The action accuracy of the system must reach 100%;
(3) The system has a strong ability to resist electromagnetic interference, using 5W/465MHz walkie-talkie as the interference source, and the system can still work normally at a distance of 1.5m from the system with the open cabinet door;
(4) When one of the two control systems for hot standby is out of operation due to failure, the furnace protection system and the flame interlocking and release system should be kept in action at this time to protect the safety of the boiler, that is, the control signals of the two control systems adopt the relationship output of phase “or”. The hardware configuration of the PLC control system is shown in Figure 2.
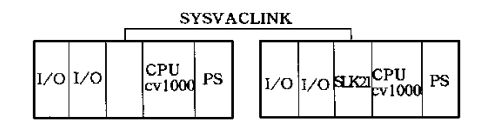
The boiler protection system, flame interlocking and release system are composed of CV 1000 and its peripheral modules, and the two systems use SYS-MACLNK communication to form the smallest token bus communication network. The air purge system consists of the C200HS and its peripheral modules, and PCLNK communication is used between the two subsystems. The time resolution of the fault signal in the actual system is less than 2ms.
4. PLC boiler sootblowing control system
Yuandian #1 300MW unit was introduced in the seventies, and the boiler soot blowing program control system of the unit is a supporting product of the German Bergemann company, which is divided into three control subsystems: water soot blowing, steam soot blowing and air preheater soot blowing, all of which are controlled by relay logic, and the degree of automation is very low. With the increasing level of automation in power plants, it is very necessary and urgent to retrofit the old sootblowing system. The new control system design is composed of IPC (80486) industrial computer and PLC (OMRONC1000H), including a distributed control system that controls the master station and the control substation. The industrial control computer constitutes the upper computer system, and the C1000H and its peripheral units constitute the lower computer system. The upper computer is responsible for the monitoring, recording, alarm and printing functions of the system and is used as the main control means, and the lower computer is responsible for the collection of on-site operation information and the sending of control commands. The C1000H master station of the lower computer completes water soot blowing and steam soot blowing, and the C200H substation completes the air preheater soot blowing. The two subsystems are networked by PCLNK, which is networked with the host computer of the system by HOSTLNK. The redesigned soot blowing system also adds some control logic, alarm function, simulation experiment switch, and increases the display and operation function of the host computer, which makes the operation mode more flexible and the working reliability is greatly improved.
5. PLC gas turbine self-stop control system
The 600MW unit of Yuandian #3 is developed in China, and the self-start and stop procedure of its gas turbine still adopts relay logic control system. System maintenance is inconvenient and it is difficult to find faults. The use of OM RON’s PLC control has greatly increased the level of automation of the system.
The design of the gas turbine start-stop control system adopts C200HS to complete the signal acquisition and logic control of the system. In addition to covering all the functions of the original system, the control cabinet panel is designed with alarm indicators and simulated experiment switches to facilitate the maintenance and overhaul of the system. The system has more complete functions and the working reliability is greatly improved.
6. Conclusion
This article introduces the current status and development trend of programmable controllers (PLCs). The application of PLC control system in large-scale thermal power plant is discussed, and the program control system for coal conveying, boiler protection, boiler soot blowing and gas turbine start-stop program control system are designed. The practical problems encountered in the implementation of PLC control system are also discussed, and practical and effective solutions are proposed. The successful application of PLC program control system in power plants has greatly improved the automation level of power plants, realized the reduction of staff and increased efficiency, and provided a reliable guarantee for power plants to bid for grid access in the power market at a competitive price.
References
1. Yu Qingguang, et al., Yuanbaoshan Power Plant Coal Conveying Program Control and Monitoring and Protection System Research on Power System Automation, 1998, (4).
2. Yu Qingguang, et al., using spread-spectrum communication technology to realize the automation of wireless remote control power system of impeller, 2000, (13).
3. Best price of Original Factory Sealed Surplus Programmable Logic Controller(PLC) at https://www.plc-hub.com